Share
Pin
Tweet
Send
Share
Send

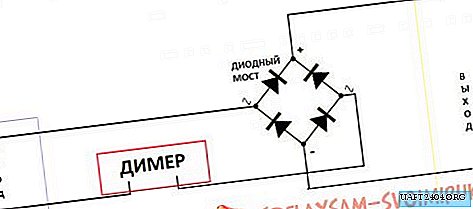
Un pic de teorie ...
După întărire și temperatură ulterioară la temperaturi scăzute, duritatea oțelului de rulment trebuie să fie de cel puțin HRC 62. Mai mult, acesta conține aproximativ 1% carbon și 1,5% crom, ceea ce asigură calitatea întăririi oțelilor de rulment pe întregul volum al produsului.
Întărirea acestui metal se realizează la o temperatură de 830 ° C în ulei, urmată de temperarea a cel puțin două ore la o temperatură de 160 de grade Celsius.
Este clar că nu toate instrumentele vor putea prelucra oțelul cu caracteristicile de mai sus. De exemplu, duritatea oțelurilor de scule de gradul P6M5K5, P9, P9M4K8, P18 nu este mai mult decât HRC 59 și clasele U7, U8, U10, U12, P6, în funcție de regimul de temperare după încetinire, variază de la HRC 59 la HRC 63.
Testarea cu tăietor
Având în vedere că unele oțeluri cu scule, având o duritate mai mică sau comparabilă, în mod clar nu sunt potrivite pentru prelucrarea rulmenților, vom încerca să folosim două freze în acest scop: din oțel T15K6 și cu o inserție elbor (alte nume: borazon, cubonit, kingongit, kiborite).
Pentru a instala tăietorul ascuțit mai precis în suportul sculei, vom „tăia” baza și vom fixa inelul de rulment în mandrina mașinii cât mai precis posibil.


Vom încerca să prelucrăm fața finală a inelului cu o viteză de 315 rpm în mai multe treceri cu o grosime minimă de îndepărtare a cipului și fără utilizarea lichidului de răcire (lichid de răcire).

Din punct de vedere vizual, calitatea procesării arată destul de bine, dar tăietorul este plictisitor și necesită o nouă ascuțire.

Pentru a doua oară când ascuțim tăietorul, unghiul principal este negativ, aplicăm lichid de răcire și reducem viteza de rotație a cartușului de la 315 la 250 rpm. De asemenea, folosim, ca pentru prima dată, debitul minim.


La prima vedere, suprafața de prelucrare arată destul de netedă, dar freza a eșuat din nou și, în același timp, nu numai că a devenit plictisitoare, dar și marginea de tăiere a inserției a fost tăiată.

Încercați acum un tăietor cu o inserție de la Elbor la o viteză de 315 rpm fără a folosi lichid de răcire.

Vom prelucra suprafețele interioare și laterale ale inelului de rulment folosind mai multe treceri.


Suprafețele tratate cu elbor arată de o calitate foarte înaltă, iar inserția în sine nu a avut deloc de suferit, deși așchii și fisurile sunt vizibile în unele locuri pe metalul care o încadrează.


Să încercăm după a treia regrupare să folosim freza T15K6 la o viteză mică egală cu 115 rpm, deoarece diametrul inelului de rulment este încă de 105 mm. Dar deja la începutul canelurii, placa tăietoare a primit daune - a trebuit să fie tăiată și operația a trebuit să fie oprită.
Constatări
Dacă numai nu am dat peste un tăietor T15K6 defect, atunci în mod clar nu este potrivit pentru prelucrarea oțelilor de rulmenți în nicio condiție de tăiere.
Un alt lucru este un tăietor cu inserție din elbor. El a asigurat calitatea procesării și, în același timp, nu a suferit deloc.

Share
Pin
Tweet
Send
Share
Send